

success stories.
To the persons considering the purchase of an abrasive jet machine,
Julie at Omax asked if I was willing to provide feedback on the OMAX machine. I am pleased to do that in return for the great support we have received over the past five years, as well as for my admiration of the hardware and software Omax has put together.
Where to start. Forty plus years in machining, much of that being responsible for profitability, means I have to know where money is made and lost. Our Omax plays a role in nearly every part we manufacture, and if it doesn’t, we’re probably missing an opportunity. Quoting or planning, the first question is always, “How can I get the Omax involved?”, because if I’m removing metal with it, I’m a leg up on a competitor who can’t. That might mean cutting blanks with stock left for machining or with finished surfaces. Cutting square blanks (often nested) from round stock as discs when plate is unavailable or pricy is common for us. We buy “rems” or “drops” from material suppliers who are glad to get them off their floor, ($). We get away from the stress induced effects of shearing and blanking on sheet metal. Parts stay as flat as the sheet they came from. Most of our tooling components are made on the OMAX. We get exactly the clamp we want without compromising on size, shape or material and we don’t wait days or pay shipping, ($). We MAKE clamps for the cost of shipping.
We try to be good critical thinkers in our planning and capture true costs. Making chips is expensive. The machine tools are expensive, the holders, cutters, robust holding devices to withstand large cutting forces, coolants, chip removal, skilled machinists…. I know because we make a lot of chips. Omax removes material in “chunks”, thrown in a pail as scrap (or saved for other jobs…Do THAT with chips). Solid scrap is compact, clean, green, and worth more than oily chips.
Software: If you can navigate Windows, you can learn the CAD side, with or without the tutorial help, in a day. Remember, it’s 2 axis and no tooling. Think ETCH-A-SKETCH with straight lines, round circles, (and parabolas, hyperbolas…….) with intuitive means to move and connect them. We were training on a machine tool that had an onboard CAD system. We also had our laptops with OMAX Layout. Frustrated with the lost time watching the instructor draw, we did it on Layout and put the DXF on a stick. Saved a lot of time.
Ortiz Tool manufactures Aerospace hardware. We are AS9100 certified. We are driven by Process Control. Machine capabilities are constantly being assessed against standards. The accuracy and repeatability of the Omax movement is equal to quality machining centers, though allowance has to be made for the conditions of the cutting action. Local machine shops often call and ask if my machine can cut 4” titanium or inconel. I say, “Yes, but that’s really not how I use it”. I’m happy to have that work go somewhere else. A close look at costs tells me I’m better to constantly ask, “Why am I milling that or drilling those holes or cutting on the saw and leaving 1/8?”. Shops don’t need to be very large to justify the cost but they do need to learn how to break away from preconceived ideas of how parts are processed……and my marble bathroom and patio!!
Bob Willis
Quality Manager Ortiz Tool, LLC
(413) 733-1206
www.ortiztool.com

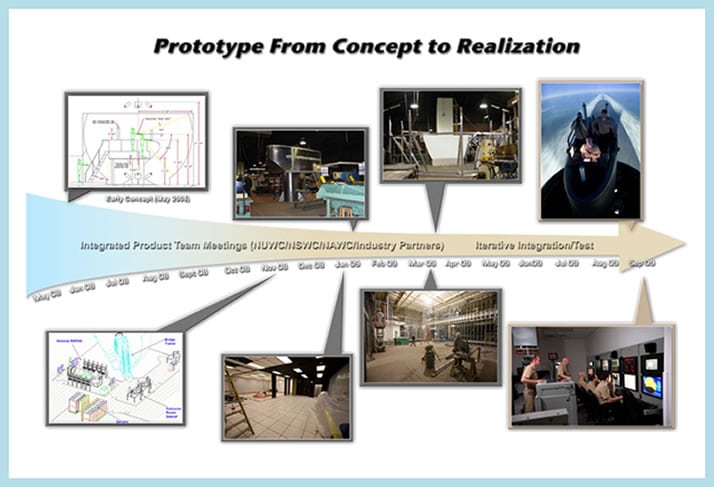
Under the leadership of Code 25, engineers, scientists, and technologists from Division Newport, the Naval Surface Warfare Center (NSWC) Carderock, and numerous industry partners developed a state-of-the-art training system for the undersea fleet: the Submarine Bridge Trainer/Integrated Submarine Piloting and Navigation Trainer. Known as the SBT/ISPAN, this trainer is the first of its kind in the Navy.
In the wake of serious incidents, investigations found a lack of experience in surfaced operations to be a key contributor. The training simulated by the SBT (the viewing dome) and ISPAN (the control room) addresses these concerns head-on. Its capabilities support the development of submariner proficiency via an unlimited set of scenarios that can provide a particular focus on operational safety, mariner skills, and what is known as a “seaman’s eye.” Ultimately, the goal is to prepare submarine crews to manage a variety of conditions that could otherwise lead to unrecoverable situations.
When the submarine force leadership established the requirement for a high-fidelity submarine bridge trainer capable of exercising a full bridge party of at least seven watch standers, a team of engineers and scientists from Division Newport and NSWC Carderock took action. Exploring options for meeting this requirement, the Undersea Warfare Training Committee—which includes SUBLANT and SUBPAC N7 representatives, Office of the Chief of Naval Operations (OPNAV – N871B), Naval Sea Systems Command (NAVSEA – 07TR), and the Submarine Learning Center (SLC) in Groton, Conn.—sponsored the development of an SBT/ISPAN prototype. Once flag leadership evaluated its potential as a future mariner skills trainer, the SBT/ISPAN became a program of record with Division Newport as the project’s lead.

The trainer allows a full bridge party to complete exercises to navigate, pilot, and moor the boat to and from a pier while interacting with a complex visual and auditory environment with all of the relevant ship sensors and systems. The crew members being trained are those who man the sail and the control room during surfaced events. The trainer itself is a near life-size mock-up of the front-end of a generic submarine sail, surrounded by a 360-degree horizontal and a 70-degree vertical dynamic visual simulation that includes 18 channels of visual imagery and 16 channels of 3D sound with ownship dynamics provided by Navy-certified hydrodynamic models. Realistic control rooms for the 688-class and Virginia-class submarines have been constructed and provide the ship systems (including commercial and military radar simulations) and the dual periscopes needed for surfaced events.
The SBT portion of the trainer resides in a two-story space that resembles a small Image Maximum (IMAX) theatre—except that imagery is 360 degrees around the observer. The ISPAN portion of the trainer features periscope and image generation subsystems, an instructor control and display subsystem, a communications subsystem, an audio subsystem, as well as a fully equipped control room configuration with real systems and emulated systems. While Division Newport’s prototype is in a spacious control room with high ceilings, the trainers at the designated locations feature low ceilings and a more cramped working space to mimic actual submarine control rooms.
These SBT/ISPAN trainers strive to make the submariner’s training experience as realistic as possible. The goal was achieved with assistance from subject matter experts (SMEs) from the Submarine Learning Center (SLC), Commander, Submarine Force (COMSUBFOR), Commander, Submarine Force Pacific (COMSUBPAC), and Commander, Submarine Force Atlantic (COMSUBLANT), who provided the input that helped develop the trainer’s realism and capabilities.
To accomplish the final product, the team leveraged much of the high-fidelity technology embedded into the SBT/ISPAN prototype from the existing Submarine Multi-Mission Team Trainer (SMMTT), a mature tactical training system that has been providing challenging, high-fidelity tactical training to submarine crews for many years—an effort led by NSWC Carderock with collaboration/partnering from Division Newport. The SBT/ISPAN will provide critical training to help a trainee learn and remember how to manage complex situations in order to avoid incidents. It will also offer new opportunities to optimize individual and team proficiencies, conduct pre-deployment training, and assess operational performance that capitalize on the SBT/ISPAN capabilities.
For junior officers, the SBT/ISPAN provides an opportunity to experience a wide range of navigation and piloting challenges while achieving a higher proficiency than otherwise possible. For commanding officers (COs), the SBT/ISPAN provides a unique method of gaining supervisory experience as well as a way to train a full bridge party.
For example, the SBT/ISPAN can simulate any high shipping density with any desired traffic patterns, and it can simulate a rise in sea state level along with incoming squalls; its audio and visual simulation will provide the indicators that watch standers need to learn to recognize.
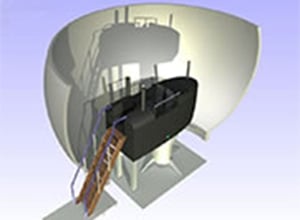

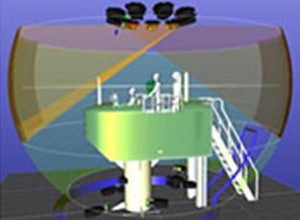

The images above provide examples of the design to inception evolution of the SBT.
The SBT/ISPAN also can be used to reproduce significant accidents and incidents that allow for the passing on of lessons learned from past groundings and collisions. The SBT/ISPAN allows the CO to exercise bridge personnel on familiarization of harbor ingress/egress. For the Squadron Staff or Tactical Readiness Evaluation Team, the SBT/ISPAN provides a platform for conducting assessments of the full navigation and piloting team in surfaced submarine operations. Prospective COs and executive officers can use the SBT/ISPAN to familiarize themselves with the particular operating and maneuvering characteristics of a submarine class. For Command Qualification, the SBT/ISPAN can be used to conduct practice landing/mooring operations and getting underway under the supervision of another CO.
The SBT/ISPAN also aides the Bridge Resource Management Course by allowing instructors to place their students in the situations they discuss during the classroom phase of training. To review the experience, the SBT/ISPAN allows for playback of the scenarios following the exercise.
The SBT/ISPAN’s major contribution is what it can simulate: nighttime operations, unassisted landings, adverse conditions, and emergency situations. In these simulations, the full bridge party works toward ship-handling proficiency at a high level that allows them to minimize or eliminate adverse events.
Besides the Division Newport prototype in Building 1171, the SBT/ISPAN at Groton, Conn., was completed in August 2012. An SBT/ISPAN for Pearl Harbor in Hawaii will be completed in October 2013. Another SBT/ISAPN trainer at the Bangor Trident Training Facility in Washington will be completed in FY16 and the Trident Training Facility in King’s Bay, Georgia, will have its trainer complete in FY17.
The common architecture for the Trainers Program has provided many successes for the NAVSEA 07TR Trainers family of Trainers: SMMTT, SBT/ISPAN, Common Operational Advanced Employment Trainer (COAET), virtual tactical system (vTAC). This includes common sub-systems, common simulations, common instructor controls, and common development processes, laboratory resources, configuration management, integration, test, deployment, installation, and maintenance through the Submarine Trainer Maintenance Program (SUBTM). Together these have led to flexible, reusable and extensible baselines that provide solutions for Navy training well into the future.


Control rooms for the 6881-class and Virginia-class submarines were constructed in the first production unit of the Integrated Submarine Piloting and Navigation (ISPAN) trainer at Groton, Conn.

“It is really a success story and the right way to build a new device,” said Shelley McInnis, the Division’s SBT/ISPAN Technical Program Manager who supports the NAVSEA 07TR Sponsor. “All stakeholders and end-users had initial discussions of needs and requirements, followed by extensive market research, requirements analysis, system engineering, software prototyping, software engineering and implementation, model development and verification, hardware mock-up and fabrication, test, integration, and fielding to site. An end-user feedback loop that continues to evolve with maintenance on-site support via the SUBTM closes the loop for an end-to-end solution with collaboration from NSWC Carderock and numerous Trainer Program industry partners.”
The SBT/ISPAN facility in Groton was ready for use in August 2012. In November 2012, the New London Daily Newspaper ran an article on the SBT/ISPAN facility with remarks from some of its first Navy users:
- “Students used to train by looking at the ocean through a headset. Now, they can manipulate the equipment and an entire team can work together on the bridge.”
- “Submarining is a perishable skill. It is stressful but we learn how to function under stress because, quite literally, we’re going to be in the same boat as everyone we’re supposed to be keeping safe.”
- “Being able to do this over and over boosts my confidence about going back to sea and stepping into a position where I’ll have more responsibility.”


The 6881-class submarine control room in the ISPAN prototype at Division Newport is show on the first photo. Vice Adm. John J. Donnelly (ret.), prior commander, Submarine Force, Atlantic, was at the Type 18 commercial periscope in the second photo.

The SBT/ISPAN team supports their motto “Safety at Sea through Simulation Ashore” by combining the latest simulation technology with lessons learned data. The end result is an effective trainer that educates and prepares the submariner for a variety of situations at sea and in port. This technology exceeds normal expectations for warfighter preparation and supports NAVSEA’s mission of providing the fleet with emerging technologies and maintaining undersea superiority.
The dedication and perseverance of all that contributed to the SBT/ISPAN is most appreciated by McInnis, SBT/ISPAN Technical Program Manager supporting the NAVSEA 07TR Sponsor.
“The dedication and personal sacrifices made to make this next-generation trainer for Navigation/Mariner Skills Training become a reality is a testament to the collaborative effort of government and industry partners that demonstrates the true sense of what matters most—keeping our Navy well trained and helping them keep out of harm’s way,” said McInnis.
Collaborative efforts, from concept through ongoing support, contributed to success of the Submarine Bridge Trainer/Integrated Submarine Piloting and Navigation Trainer (SBT/ISPAN)
The SBT/ISPAN Sponsor:
NAVSEA 07TR (Submarine Trainers Office): Jimmy Lee/Brien Hines

Shelley McInnis, the Division’s SBT/ISPAN Technical Program Manager, front row center, is shown with the USW Trainers Team (excluding those who were on TDY) that includes many SBT/ISPAN members. (Photo by Dave Stoehr, SRM)
The SBT/ISPAN Team for Division Newport:
Shelley McInnis, Code 251; Carlos Tavares, 252; Rey Santiago, 2515; Robert Lupinacci, 2515; Michael Theriault, 2521; David Ellis, 2521; Traci Strohl, 2521; Mark Neale, 2515; Kevin Pushee, 2512; Jennifer O’Leary, 2515; Robert Roklan, 1553; Todd Drury, 2512. Christine Domingos, 2515; Robert Gibbs, 2511; William Green, 2532; Christopher Gomes, 2532; Debra Maturi, 2511; Juan Mendoza, 2515; Timothy Nolan, 2512; Patricia Pelton, 2516; Lisa Wardlow, 2515; Michael Ward, 2515; Chip Henkel, 2515; Michael Hanes, 2515; Timothy Hagan, 2515; Jeffery Spooner, 2515; Karen Ephraim, 25B; Wayne Belanger, 2515; Josh Sadeck, 2515; Lisa Wardlow, 2515; FT1/SS Austin Yineman NUWC MILDET.
Division Newport Industry Partners:
Northup Grumman: Tim Coffey, Art Soucy, Al Soucy, Jeanne Corser, Max Mathews, Conrad Donahue, Roger Boudreau, Jason Brown, Tyler Crawford, Steve Ekholm, Keith Ferriola, Jack Fino, Mike Hamilton, William Hawkins, Adam Mulligan, Olympio Pavao, Ben Owen, Jerome Sanders, Pat Sullivan, Alan Tsakeres, Matthew Ward, Matt Cote, Diana Fogerty
Lockheed Martin: Steve Burril, Andrew Keefe, Cliff Guller, Fran Wright, Heather Antunes, Karen Harrington, Joshua McCarthy, Joshua Trainer, Lee Rossetti, David Marchini, Tom Bembenek
BAE: Tony Gentry, John Fralick, Gene Czepiel
JSteele Services: James Lewis, Charlotte Lewis, Don LaBonte, Bryan Verdolino, Brian Sullivan, Tom Poland
SRM: Judy Raposa
The SBT/ISPAN Team for NSWC Carderock:
Richard Loeffler, Timothy Moskalski, John Hollis, Steven Stephenson, Jeffery Baber, Dr. Rosa Lee, George Brodie, Kurt Junghans, Burke Murray, Sam Cubbage, Paul Shedlarski, Bowen Jeffrey
Industry Partners:
SAIC: Nick Nylec, Karl Cary, David Montgomery, James Szabo, Mike Robins, Michael Metze, Alex Bush, Tony Kennedy, Byl Walker, Bill Frerking, John Coppolino, Craig Ludwig, Ed Donaldson, Brian Donaldson
Since 1987, Asterisk Incorporated has been providing quality machining services for a variety of industries. Located less than an hour south of Hartford, Connecticut in Old Saybrook, Asterisk employs many traditional machining tools, including a press brake, vertical milling machine, saws, and a lathe. Because Asterisk provides both engineering and manufacturing services, they are able to provide a “start to finish” process. Traditionally this involved outsourcing some work, but as product life cycles shrank and pressure increased to get parts finished quicker, the costs and lead times of outsourcing became prohibitive. Bringing that work in-house was a priority, and after researching waterjets and taking advantage of the OMAX® test cut program, Asterisk decided to add the OMAX 2652 JetMachining® Center to their workshop.
Asterisk brought the OMAX 2652 into their shop for its internal engineering prototyping work, as it brought quicker turnaround. With its small footprint, it fit well in a shop that already featured a wide range of machine tools. Its cutting area of over two feet by four feet also meant that mass production of parts was possible as well. Asterisk is known for developing and manufacturing automation and document processing equipment, and the OMAX 2652 fits well in that environment, where sometimes many small changes need to be done to parts. “OMAX solved the ‘concept to finished part’ problem. What used to take weeks now takes only hours,” notes Peter Hotkowski of Asterisk. Because of the short design-to-part time frame, Asterisk is able to experiment with several production-quality test pieces in a day, a process that was impossible when outsourcing.




With the OMAX JetMachining Center in their shop, it was not long before the flexibility and ease of use expanded Asterisk’s opportunities. “The versatility of the OMAX 2652 solved several design problems and opened up new design possibilities,” according to Hotkowski, and this versatility came mainly from working with materials and thicknesses that could not be processed with laser or punching equipment. This resulted in a significant increase in productivity, as part production was faster. Hotkowski remembers that “many parts and components were processed 200% faster once the OMAX was brought in house.”
Since bringing the OMAX 2652 in house, Asterisk has expanded their abrasive waterjet operations. Since there are no other abrasive waterjet shops in their area, having an OMAX in their shop sets them apart from the competition. This has led to Asterisk transitioning from being a company that outsourced to becoming the company that others outsource to. Asterisk cuts traditional metals such as stainless steel and aluminum, and often picks up work cutting those materials that are too thick for other local laser shops. They also cut other materials such as glass, tile and more, like foam gaskets for the automotive industry. The OMAX 2652 also gives Asterisk the ability to handle some unique jobs that would otherwise be impossible, such as customizing truck wheels for competition, which required the development of a fixture in order to achieve the required angles and indexes in the thick-walled aluminum wheel. This allows elaborate wheel customization at a reasonable cost. Similarly Asterisk developed fixtures to allow complex shapes to be cut in pipe walls, further expanding the usefulness of the waterjet.
Asterisk also takes full advantage of the extensive features found in the Intelli-MAX® Software Suite. Creating gears with the automatic gear generator is simple, and the lead time from concept to producing these gears in plastic is very short. Another example of the versatility of the Intelli-MAX Software and the OMAX JetMachining Center was a job that required inputting a multitude of intricate artist sketches to cut. By scanning these in and using the Intelli-TRACE™ feature, Asterisk was able to cut over 60 complex and unique shapes without a lot of manual work.
Asterisk originally turned to the OMAX JetMachining Center to reduce lead times and improve quality control, and cost was secondary. The precision and versatility of the OMAX, along with the features found in the Intelli-MAX software accomplishes those goals easily, and helps position Asterisk for the future. “The life span of products is constantly getting shorter, and this puts pressure on the supply chain to bring prototypes and production parts to market even faster,” says Hotkowski, “and the OMAX waterjet has allowed us to keep up with these demands.”
Asterisk Inc.
Owner: Peter Hotkowski
Founded: 1984
Location: Old Saybrook, Connecticut
Specializes in: Satisfying both commercial and consumer clients with design, fabrication and assembly services.
Website: www.asteriskinc.com
Jack McGrail is so confident of his job shop’s abilities and those of his OMAX® abrasive waterjet cutting systems that he will, every once in a while, cut a potential customer’s part for free just to prove the point. And in those rare occasions when he does, the scenario typically involves parts that the customer is convinced should be done on the shop’s wire EDM equipment.
Abrasive waterjet cutting and wire EDM work are the specialties of Jack’s Machine. McGrail noted that what motivated him to venture into abrasive waterjet cutting was the fact that a large portion of the shop’s wire EDM work could be processed much faster using abrasive waterjet cutting. As a result, the shop continues to process additional parts on its OMAX abrasive waterjet cutting systems and takes on more high-production jobs.
With its OMAX abrasive waterjet equipment, Jack’s Machine easily and consistently holds overall part sizes to +/-0.003″ and cuts extremely square edges with surface finishes as smooth as 64 Ra. Plus, the shop does a lot of medical instrument parts, and abrasive waterjet cutting them eliminates the occurrence of heat-affected zones and edge stress typically associated with conventional machining methods, both of which can compromise part integrity.
Jack’s Machine has an OMAX 2652 JetMachining® Center and an OMAX 55100 JetMachining Center. Both machines are equipped with OMAX Tilt-A-Jet® taper-reduction accessory, Intelli-MAX® Software-based control and 30 hp high-energy direct drive pumps for 55,000 psi cutting capability.
The shop’s OMAX 2652 is a mid-sized cantilever-style machine. It has, as standard, a MAXJET® 5i Nozzle and programmable Z-axis movement. With a completely sealed and protected Ball Screw Drive System, the machine provides an X-Y cutting travel of 52″ x 26″ paired with a table size of 69″x 30″.
As a large cantilever-style machine, the OMAX 55100 sports a table size of 126″ x 65″ and work envelope offering an X-Y cutting travel of 100″ x 55″. The machine’s cantilever Y-axis on a bridge X-axis, with a Motorized Z-Axis, gives Jack’s Machine the option to load material from the three open sides of the machine.
“We can cut parts right to size with our OMAX machines,” said McGrail. “The machines’ Tilt-A-Jet accessory, precision table motion and easy-to-use controls are what make that possible. Plus, part edges are smooth, square and taper-free.”
He said that the software-based Intelli-MAX controls, which include free upgrades for the life of the machines, make it simple to load a customer’s DFX part file, initiate a tool path and have the machines running in minutes, and if needed, the controls allow him to quickly draw part files from scratch.
Additionally, the control’s built-in nesting software automatically optimizes material usage at Jack’s Machine. According to McGrail, the function reduces a task that would have taken hours down to just minutes, and all that is needed to initiate the function is to enter material sheet sizes.
McGrail indicated that the Tilt-A-Jet, working in unison with precision machine axis motion, is key to the high accuracy of the OMAX waterjet systems. While the Tilt-A-Jet tilts +/- 9° to eliminate taper, machine X-axis and Y-axis movements provide linear positioning repeatability of +/- 0.002″. The Tilt-A-Jet positions a machine’s cutting nozzle at an angle calculated by the software control to exactly offset for the taper created from the abrasivejet stream, transferring that taper instead to the scrap portions of raw materials.
The majority of the shop’s parts are cut from 2′ x 4′ and 4′ x 8′ sheets of 410 stainless steel, 300 series stainless steel, 17-4, Titanium and aluminum. Work pieces can be the size of a paper clip or so big that moving them requires a forklift, said McGrail. Parts range in thickness from 0.030″ to 3″, although the OMAX machines are capable of cutting up to 6″ thick.
Jack’s Machine does a great deal of medical work, the majority of which is done on the OMAX abrasive waterjet cutting systems. McGrail said that in addition to new jobs, many of those previously cut on the shop’s wire EDMs are now processed on the abrasive waterjet machines.
Generally, Jack’s Machine ships between 150 and 200 jobs per month, with volumes ranging from 1 to 20 to as many as 1,000 pieces per job. The shop also has been doing much more high-production work, so the OMAX abrasive waterjet machines are typically running non-stop.
In order to provide its customers with quality parts delivered on time, McGrail said that the shop will continue to specialize in EDM and abrasive waterjet cutting. And if there’s the possibility of securing a high-volume job, he’s still willing to consider cutting a test part for free to prove the shop can do it faster and better.
Jack’s Machine Co. Inc.
Owner: Jack McGrail
Founded: 1985
Location: Hanson, Massachusetts
Specializes in: High precision abrasive waterjet cutting and EDMing of quality jobs delivered on time.
Website: www.jacksmachine.com